W obróbce CNC dokładność gotowego elementu zależy zasadniczo od jednego krytycznego, często pomijanego czynnika: tego, jak bezpiecznie surowiec jest utrzymywany na miejscu. Zaawansowana maszyna i ostre narzędzie są bezużyteczne, jeśli obrabiany przedmiot porusza się, wibruje lub jest niedokładnie ułożony. To właśnie jest domeną systemów mocowania obrabianych elementów CNC.
W tym przewodniku znajdziesz kompleksowy przegląd systemów mocowania obrabiarek CNC, wyjaśniając ich znaczenie, typowe rozwiązania i główne zagadnienia przy wyborze optymalnej metody dla każdego projektu.

Mocowanie obrabianego przedmiotu CNC odnosi się do urządzeń i metod stosowanych w celu bezpiecznego umiejscowienia i zamocowania obrabianego przedmiotu na stole obrabiarki w trakcie operacji obróbki.
Stanowi ona istotne połączenie między stołem maszyny a surowcem, tworząc stabilny fundament, bez którego precyzyjna obróbka byłaby niemożliwa.
Cały system obróbki — maszyna, narzędzie, przedmiot obrabiany i osprzęt — tworzy „łańcuch sztywności”. Mocowanie przedmiotu obrabianego jest kluczowym ogniwem w tym łańcuchu; jakiekolwiek osłabienie w tym miejscu zagraża całemu procesowi.
Każdy, nawet najmniejszy ruch przedmiotu obrabianego, bezpośrednio przekłada się na niedokładności obróbki. Solidny system mocowania eliminuje ten czynnik, zapewniając zgodność geometrii części z określonymi tolerancjami projektowymi. Bez niego utrzymanie precyzji w wielu częściach jest niemożliwe.
Siły zaangażowane w Obróbka CNC Są istotne. Źle zamocowana część może ulec przemieszczeniu z dużą prędkością, stwarzając poważne zagrożenie bezpieczeństwa personelu i sprzętu. Prawidłowe mocowanie to podstawowa ochrona przed takimi incydentami, zapewniając bezpieczne zamocowanie przedmiotu obrabianego i ochronę przed wszelkimi siłami skrawania.
Przemyślana konstrukcja uchwytów obrabianych bezpośrednio skraca czas obróbki. Strategie takie jak stosowanie płyt mocujących do szybkich przezbrojeń lub projektowanie przyrządów obróbkowych do obróbki wieloczęściowej minimalizują czas potrzebny na ustawienie części. Co więcej, dobrze zaprojektowany uchwyt często umożliwia pełną obróbkę części w jednym zamocowaniu, eliminując czas i potencjalne błędy związane z ponownym pozycjonowaniem.
Wybór właściwego rozwiązania mocowania zależy od dokładnej analizy kilku czynników specyficznych dla danej części:
Najbardziej uniwersalne urządzenie mocujące, idealne do elementów pryzmatycznych (w kształcie bloku). Imadło jest montowane do stołu maszyny i zapewnia mocny i niezawodny zacisk. Jego ograniczenia obejmują maksymalny rozstaw szczęk oraz wymóg, aby część miała dwie równoległe strony, aby szczęki mogły skutecznie chwytać.
Są to szczęki na zamówienie, zazwyczaj wykonane z aluminium, montowane w standardowym imadle. Wewnętrzny profil miękkich szczęk jest precyzyjnie obrabiany, aby idealnie dopasować się do konturu konkretnego przedmiotu obrabianego. To doskonałe rozwiązanie do mocowania nieregularnych kształtów, okrągłych elementów lub do uzyskania powtarzalnego chwytu na wykończonej powierzchni bez jej uszkodzenia.
Wszechstronna i podstawowa metoda mocowania, wykorzystująca rowki teowe na stole maszyny. Zaciski stopniowe zapewniają bardzo dużą siłę mocowania i są kompatybilne z szerokim zakresem rozmiarów części, dzięki czemu doskonale nadają się do dużych płyt lub prac jednostkowych. Ich główną wadą jest dłuższy czas ustawiania i niższa powtarzalność w porównaniu ze specjalnymi imadłami lub uchwytami.
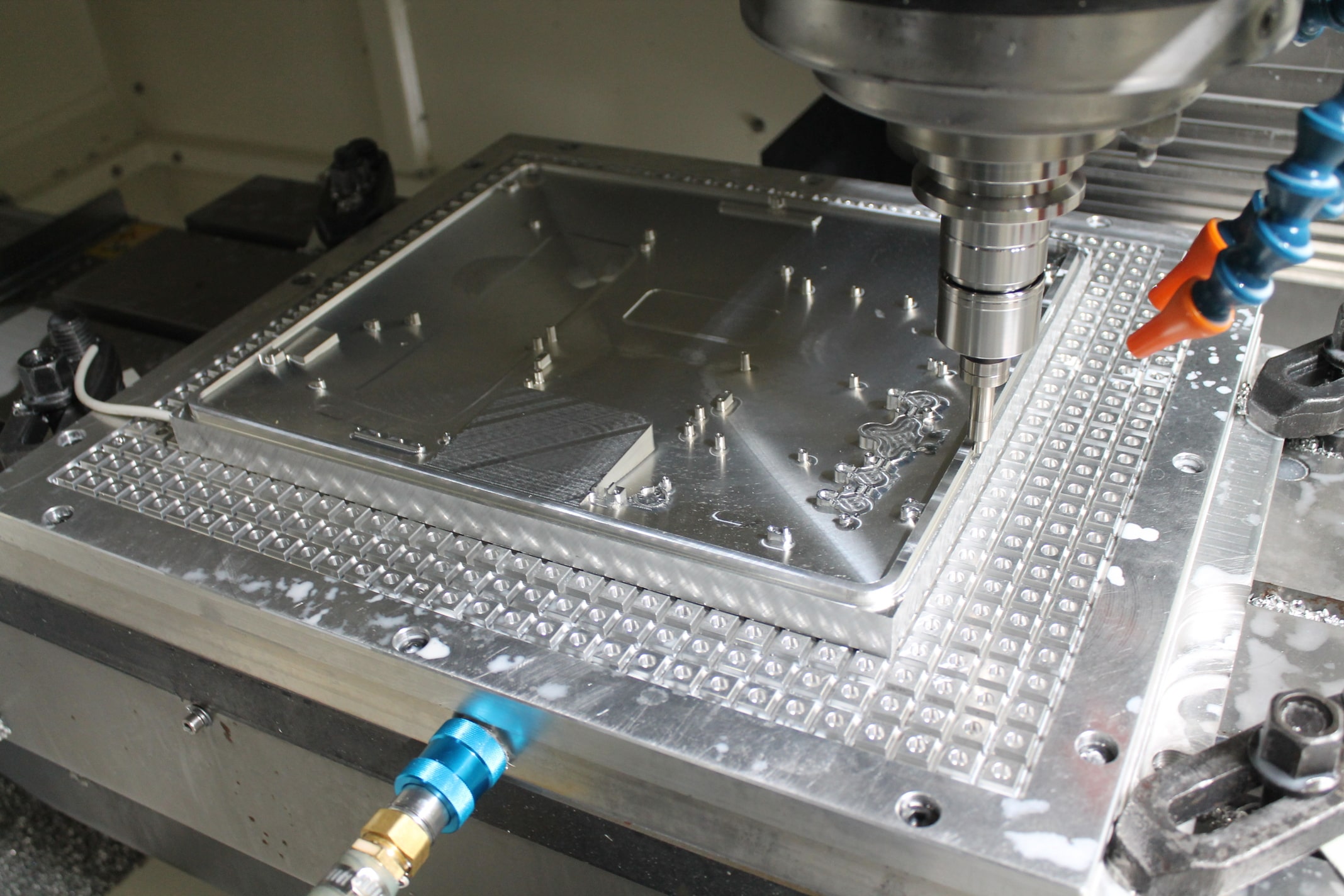
Są to precyzyjne płyty (aluminiowe lub stalowe) z siatką precyzyjnie rozmieszczonych otworów montażowych i pozycjonujących. Płyty mocujące umożliwiają tworzenie modułowych lub dedykowanych konfiguracji, które można szybko i powtarzalnie zamontować na maszynie. Stanowią one podstawę wydajnej produkcji o wysokim zróżnicowaniu lub średniej wielkości produkcji, umożliwiając szybkie przezbrajanie między zadaniami.
Stosowane głównie do mocowania płaskich materiałów arkuszowych, takich jak płyty metalowe, kompozyty lub tworzywa sztuczne. Uchwyty próżniowe działają poprzez wytwarzanie podciśnienia na dużej powierzchni, które dociska element. Ta metoda jest idealna do mocowania cienkościennych elementów, które mogłyby ulec odkształceniu przez zaciski mechaniczne, i zapewnia swobodny dostęp do górnej powierzchni.
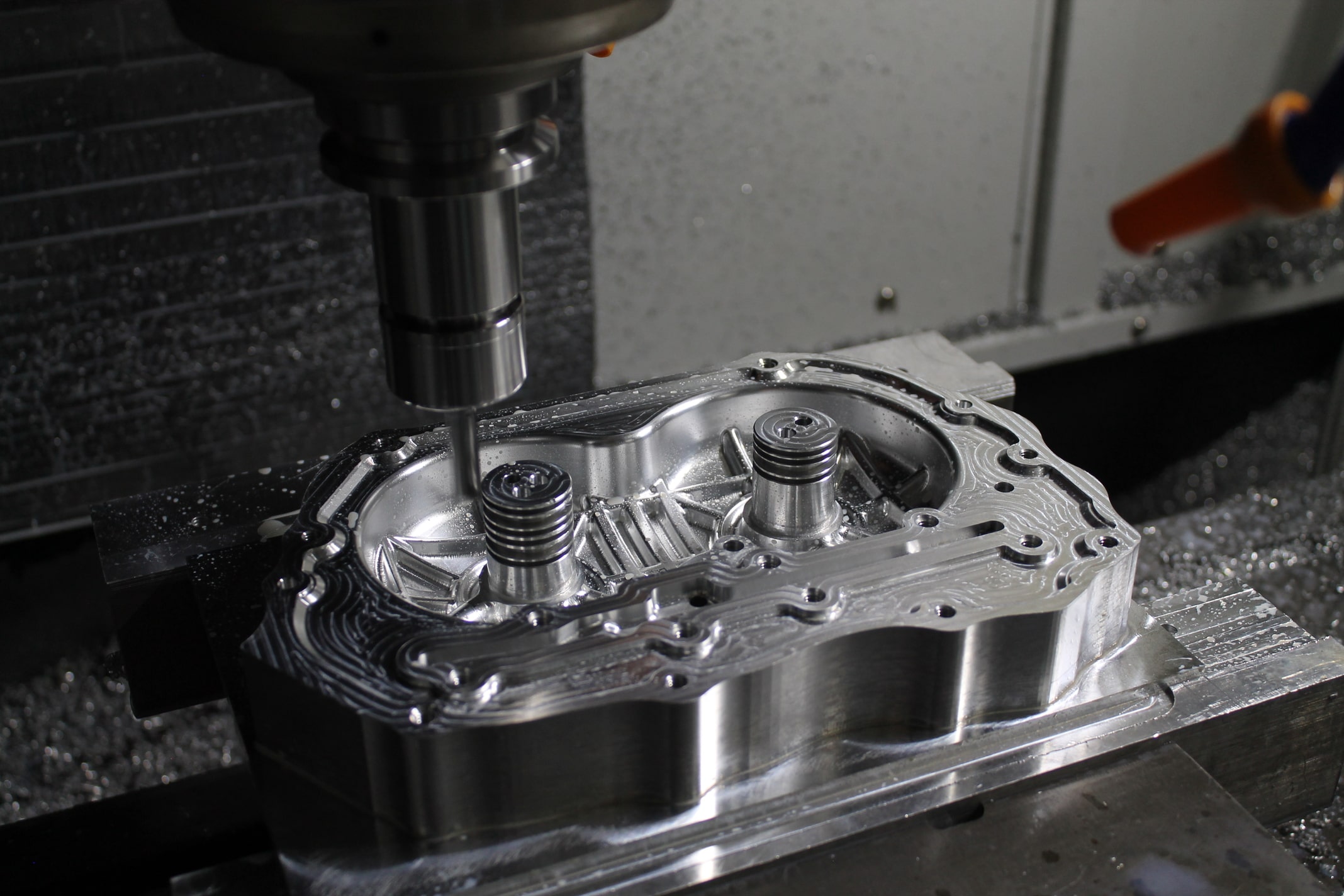
In Obróbka osi 3Narzędzie zbliża się do przedmiotu obrabianego zasadniczo z jednego kierunku. W przypadku obróbki 4- i 5-osiowej przedmiot obrabiany obraca się, odsłaniając nowe powierzchnie dla narzędzia. Ta dodatkowa złożoność wymaga szczególnej uwagi w zakresie mocowania przedmiotu obrabianego. Uchwyt musi być zaprojektowany tak, aby był płaski i sztywny, zapewniając brak kolizji z elementami maszyny lub narzędziami podczas złożonych ruchów obrotowych. „Łańcuch sztywności” staje się jeszcze bardziej krytyczny, gdy siły dynamiczne zmieniają kierunek.
Wybór i wdrożenie systemu mocowania obrabiarek CNC to fundamentalna decyzja inżynierska, która bezpośrednio wpływa na jakość części, bezpieczeństwo na hali produkcyjnej i ekonomikę projektu. Dobrze dobrana metoda mocowania obrabiarek to nie wydatek, lecz inwestycja w niezawodność i wydajność.
W Dadesin rozumiemy, że precyzyjna obróbka cnc Zaczyna się na długo przed uruchomieniem wrzeciona. Zaczyna się od idealnie zamocowanego przedmiotu obrabianego. Nasze doświadczenie wykracza poza skrawanie metalu, obejmując projektowanie i wdrażanie optymalnej strategii mocowania dla konkretnej części, materiału i celów produkcyjnych.
Skontaktuj się z nami przez [email chroniony] Aby omówić Twój projekt, zapewniamy kompleksową analizę produkcji i szczegółowe wyceny, aby zagwarantować Ci sukces.
Kontynuując korzystanie z witryny, wyrażasz zgodę na nasze Politykę prywatności Regulamin.



