For hardware design engineers and R&D managers fast-tracking complex assemblies, moving from CAD to low-volume production is a high-stakes balancing act. Choosing between multi-axis CNC machining and polyurethane vacuum casting isn’t just about the lowest price per part—it dictates your prototype's structural integrity, dimensional accuracy, and testing success.
Before diving into the technical selection criteria, it is essential to look at the underlying physics of each manufacturing process.
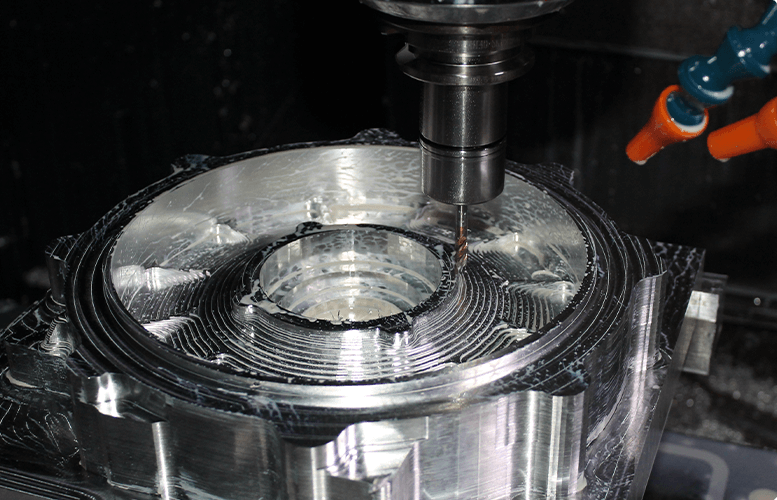
CNC (Computer Numerical Control) machining is a subtractive method where computerized systems drive cutting tools to remove material from a solid block. At Dadesin, this is split into two specialized operations:
CNC Milling Services: The material remains stationary or secured in a vise while multi-axis cutting tools rotate at high speeds to sculpt complex, prismatic shapes like enclosures, brackets, and manifold blocks.
CNC Turning Services: The raw material rotates at high speeds on a lathe spindle while a stationary cutting tool profiles the exterior or interior bored holes. This is the definitive choice for concentric parts, shafts, and custom threaded fittings.
Vacuum casting, also known as polyurethane or urethane casting, is a replication method. First, a high-precision master pattern is created using stereolithography (SLA) 3D printing or high-speed CNC milling. This pattern is suspended in liquid silicone rubber, which cures to form a flexible mold.
Once cut open and the master pattern is removed, the remaining cavity is placed in a vacuum chamber. Liquid polyurethane resin is poured into the mold under a vacuum to prevent air bubbles, creating an exact replica of the original part.
To streamline your manufacturing analysis, the table below highlights the critical engineering differentials between multi-axis CNC machining and polyurethane vacuum casting.
|
Technical Parameter |
CNC Machining (Milling & Turning) |
Vacuum Casting (Urethane Casting) |
|
Standard Tolerance |
±0.02mm to ±0.05mm (High Precision) |
±0.2mm to ±0.3mm per 100mm |
|
Material Options |
Genuine metals (Al 6061/7075, Steel, Brass) & plastics (PEEK, POM, PTFE) |
Polyurethane resins mimicking ABS, PC, PMMA, or Elastomers |
|
Mechanical Properties |
Isotropic strength, maximum structural density |
Simulates production plastics; lower tensile and impact strength |
|
Thread & Inserts |
Directly cut or milled high-precision native threads |
Requires knurled brass inserts overmolded during casting |
|
Optimal Batch Size |
1 to 10 parts (Rapid Turn) or scaled production |
10 to 50 parts per silicone mold cavity |
|
Surface Finish |
As-machined (Ra 1.6-3.2 um), bead blasted, anodized |
Directly replicates the texture of the master pattern |
While both processes hold a valuable position in product lifecycles, CNC machining remains the undisputed benchmark for high-performance engineering applications. This superiority stems from fundamental physical advantages:
The Material Fidelity Principle: CNC machining utilizes raw, mill-certified, continuously extruded blocks of engineering alloys and polymers. These solids possess predictable, isotropic material characteristics. Vacuum-cast resins, conversely, rely on a cross-linking chemical reaction that often suffers from micro-porosity, reduced thermal deflection limits, and a tendency to degrade or warp under environmental and mechanical stress.
For cylindrical, stepped, or hollow coaxial geometries, vacuum casting falls short. Silicone molds are inherently elastomeric; during the exothermic (heat-releasing) curing process of liquid resin, the mold experiences localized thermal expansion and uneven contraction.
If you pour a long shaft or a high-tolerance bearing seat using vacuum casting, the finished part will exhibit minor ovality or geometric distortion. Dadesin’s CNC turning services bypass this physical limitation entirely. By rotating the part against rigid machine beds, we deliver near-perfect concentricity and roundness tolerances within ±0.01mm, ensuring interference fits slip together flawlessly on the assembly line.
Modern electronic enclosures (such as optical transceivers, drone communication housings, and automotive control modules) demand rapid thermal dissipation and electromagnetic interference (EMI) shielding.
Using Multi-Axis CNC milling, Dadesin can machine intricate, ultra-thin cooling fins directly into solid 6061-T6 aluminum blocks. Polyurethane resins are thermal insulators; a vacuum-cast housing traps heat inside the module, risking component burnout during active engineering evaluations.
Deciding between these two rapid manufacturing pathways hinges on a clear economic calculation: balancing initial setup and tooling costs against the per-part processing time.
Quantity 1 to 5 Parts: CNC machining is typically faster and more cost-effective. There is zero lead time spent fabricating mold tooling. The machine setup is immediate, and components can often be shipped from our floor in 3 to 5 business days.
Quantity 15 to 50 Parts (Plastic Only): Vacuum casting becomes highly competitive for non-metallic parts. Once the initial CNC-milled master pattern and silicone mold are paid for (typically a fixed cost of $200 to $800), the unit cost for the remaining 30 polyurethane duplicates drops substantially. This makes it an ideal strategy for generating identical cosmetic enclosures for marketing clinics or field trials.
To ensure your engineering team allocates its budget efficiently, utilize this operational rule of thumb during your next Design for Manufacturability (DFM) review:
Strict Material Validation Requirements: The protocol demands true metallic characteristics (such as tensile strength, grain orientation, or weight) or high-performance thermoplastics like PEEK and POM.
Micrometer-Level Precision: The final assembly depends on tight tolerances (±0.02mm or tighter) to guarantee flawless component alignment.
Heavy-Duty Functional Threading: The design features fine-pitch internal or external threads that must withstand repeated high-torque assembly cycles.
Mid-Batch Cosmetic Enclosures: The immediate need is a batch of 20 to 40 structural plastic housings destined for visual marketing, ergonomic user-testing, or trade show displays.
Complex Material Overmolding: The CAD design incorporates specialized elastomeric gaskets, multi-material overmolding, or variable Shore A durometer rubber components.
Maximizing prototyping efficiency requires a manufacturing partner that avoids one-size-fits-all methodologies. Leveraging a 20-year machining heritage, Dadesin evaluates design geometries with absolute objectivity, ensuring the selected process aligns perfectly with specific engineering goals.
To validate your next project, simply upload the relevant STEP, IGS, or Parasolid files to our secure portal for a comprehensive Design for Manufacturability (DFM) assessment. Alternatively, if you need immediate engineering consultation or custom project tailoring, please feel free to Contact us directly, our technical support team is ready to provide a transparent, competitive quote within 24 hours.
By continuing to use the site you agree to our privacy policy Terms and Conditions.



