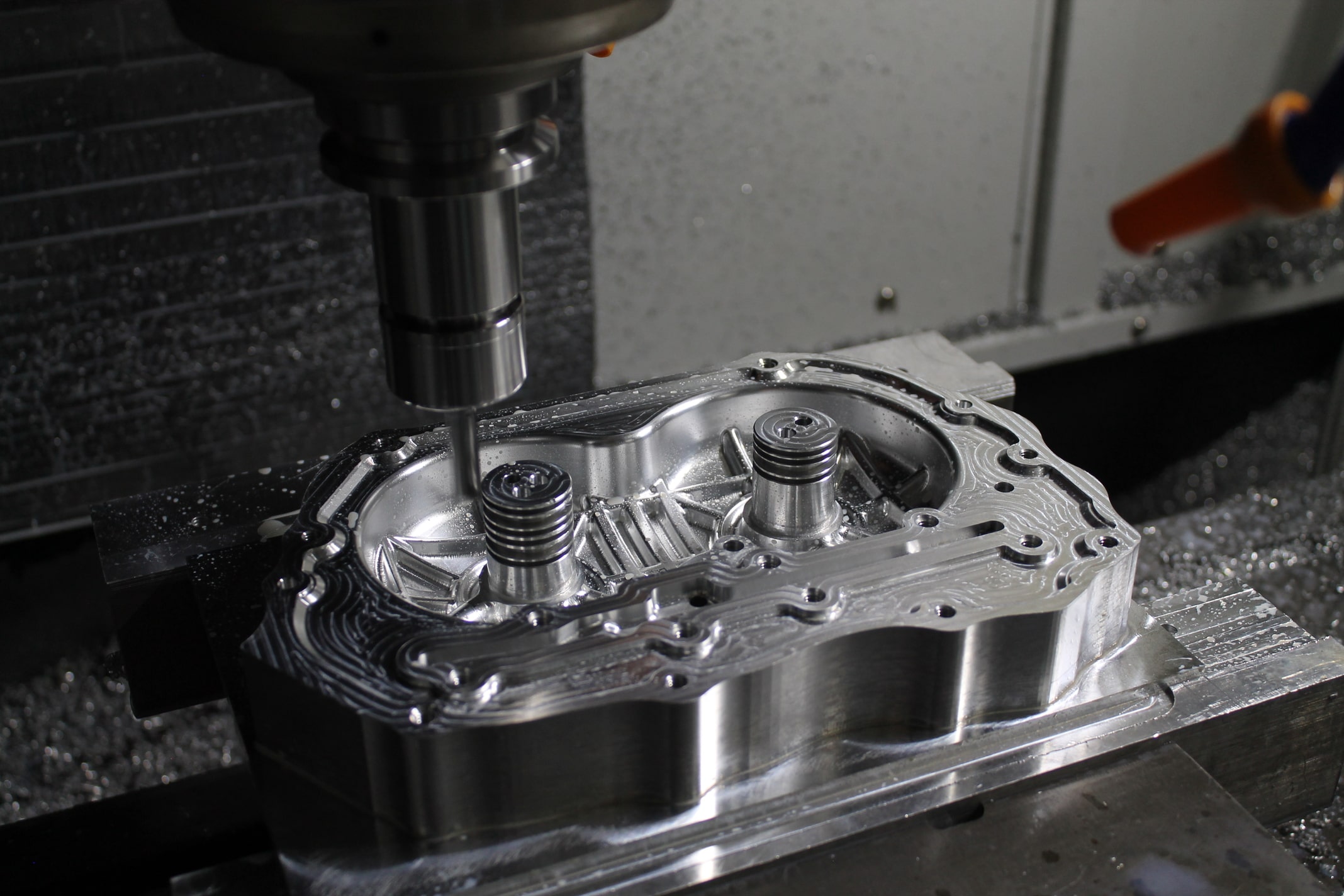
In CNC machining, the accuracy of the final part is fundamentally dependent on one critical, often overlooked, factor: how securely the raw material is held in place. A sophisticated machine and a sharp tool are of little use if the workpiece moves, vibrates, or is inaccurately positioned. This is the domain of CNC workholding.
This guide provides a comprehensive overview of CNC workholding, explaining its importance, common solutions, and key considerations for selecting the optimal method for any project.

CNC workholding refers to the devices and methods used to securely locate and clamp a workpiece on a machine tool table during a machining operation.
It establishes the critical link between the machine table and the raw material, creating a stable foundation without which precision machining would be impossible.
The entire machining system—the machine, the tool, the workpiece, and the fixture—forms a "chain of stiffness." The workholding is a vital link in this chain; any weakness here compromises the entire process.
Any movement of the workpiece, however slight, directly translates into machining inaccuracies. A robust workholding system eliminates this variable, ensuring that the part geometry adheres to the specified design tolerances. Without it, maintaining precision across multiple parts is impossible.
The forces involved in CNC machining are significant. A poorly secured part can become dislodged at high speed, posing a severe safety risk to personnel and equipment. Proper fixturing is the primary defense against such incidents, securely containing the workpiece against all cutting forces.
Thoughtful workholding design directly reduces non-cutting time. Strategies like using fixture plates for rapid changeovers or designing jigs for multi-part machining minimize the time spent on part setup. Furthermore, a well-designed fixture can often allow for the complete machining of a part in a single setup, eliminating the time and potential errors associated with re-positioning.
Choosing the right workholding solution depends on a careful analysis of several part-specific factors:
The most universal workholding device, ideal for prismatic (block-shaped) parts. A vise is mounted to the machine table and provides strong, reliable clamping. Its limitations include a maximum jaw opening and the requirement for the part to have two parallel sides for the jaws to grip effectively.
These are custom jaws, typically machined from aluminum, that are fitted into a standard vise. The inner profile of the soft jaws is machined to match the exact contour of a specific workpiece. This is an excellent solution for holding irregular shapes, round stock, or for creating a highly repeatable grip on a finished surface without damaging it.
A versatile and fundamental clamping method that utilizes the T-slots on the machine table. Step clamps provide very firm holding force and are adaptable to a wide range of part sizes, making them well-suited for large plates or one-off jobs. Their main drawback is slower setup time and lower repeatability compared to dedicated vises or fixtures.
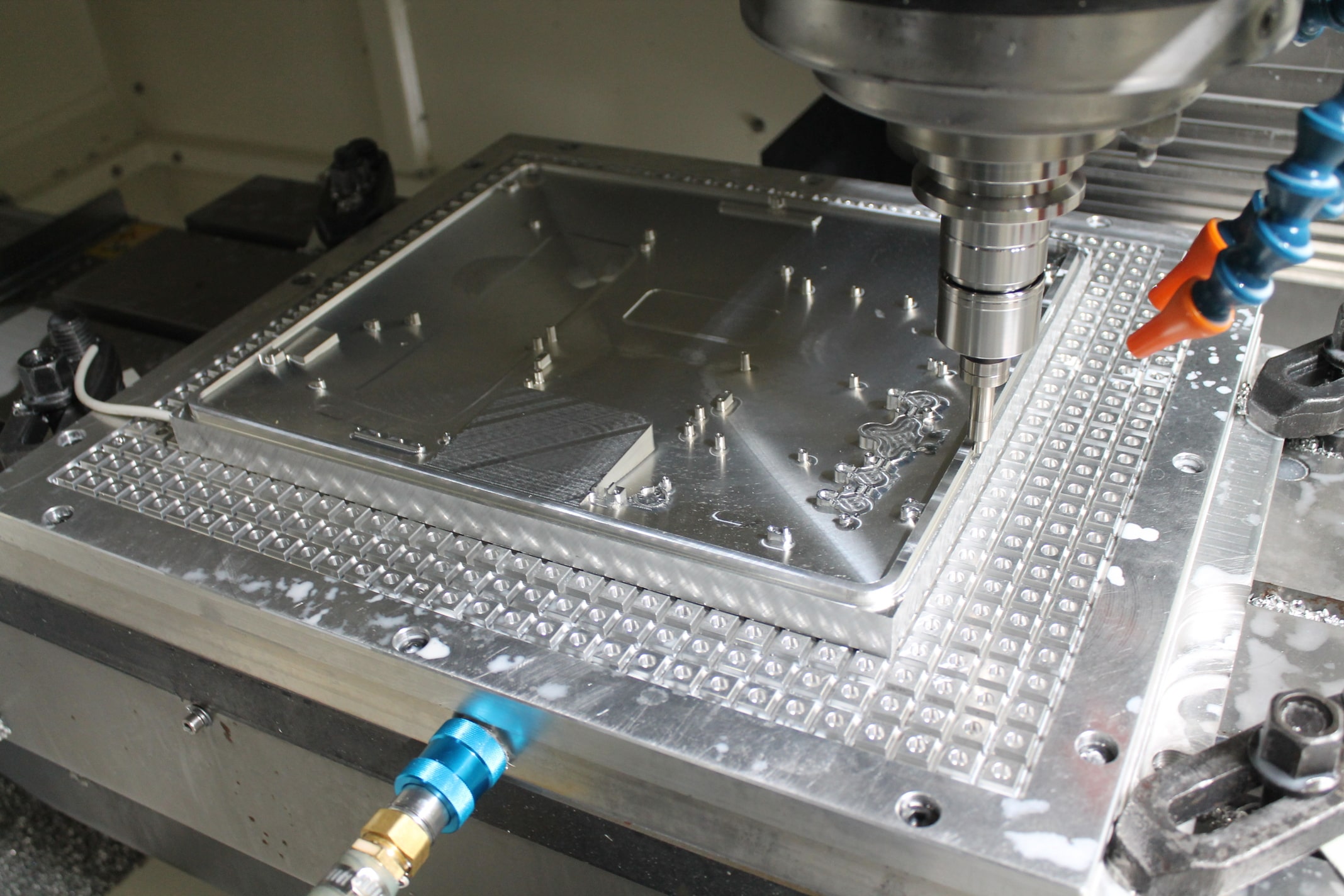
These are precision plates (aluminum or steel) featuring a grid of accurately located mounting and locating holes. Fixture plates allow for the creation of modular or dedicated setups that can be quickly and repeatably mounted to the machine. They are the foundation for efficient, high-mix or medium-volume production, enabling rapid changeover between jobs.
Used primarily for holding flat, sheet-based materials like metal plates, composites, or plastics. Vacuum chucks work by creating suction over a large surface area, which holds the part down. This method is ideal for thin-walled parts that could be distorted by mechanical clamps and provides unobstructed access to the top surface.
In 3-axis machining, the tool approaches the workpiece from essentially one direction. With 4- and 5-axis machining, the workpiece rotates, presenting new surfaces to the tool. This added complexity requires extra attention to workholding. The fixture must be designed to be low-profile and rigid, ensuring it does not collide with the machine components or tools during complex rotational movements. The "chain of stiffness" becomes even more critical as dynamic forces change direction.
The selection and implementation of CNC workholding is a fundamental engineering decision that directly impacts part quality, shop floor safety, and project economics. A well-chosen workholding method is not an expense but an investment in reliability and efficiency.
At Dadesin, we understand that precision cnc machining begins long before the spindle starts. It begins with a perfectly held workpiece. Our expertise extends beyond cutting metal to designing and implementing the optimal workholding strategy for your specific part, material, and production goals.
Contact us via [email protected] to discuss your project. We provide comprehensive manufacturing analysis and detailed quotes to ensure your success.
By continuing to use the site you agree to our privacy policy Terms and Conditions.



